Hitsauksen ABC
MIG/MAG-kaarityypit
10. tammikuuta 2023
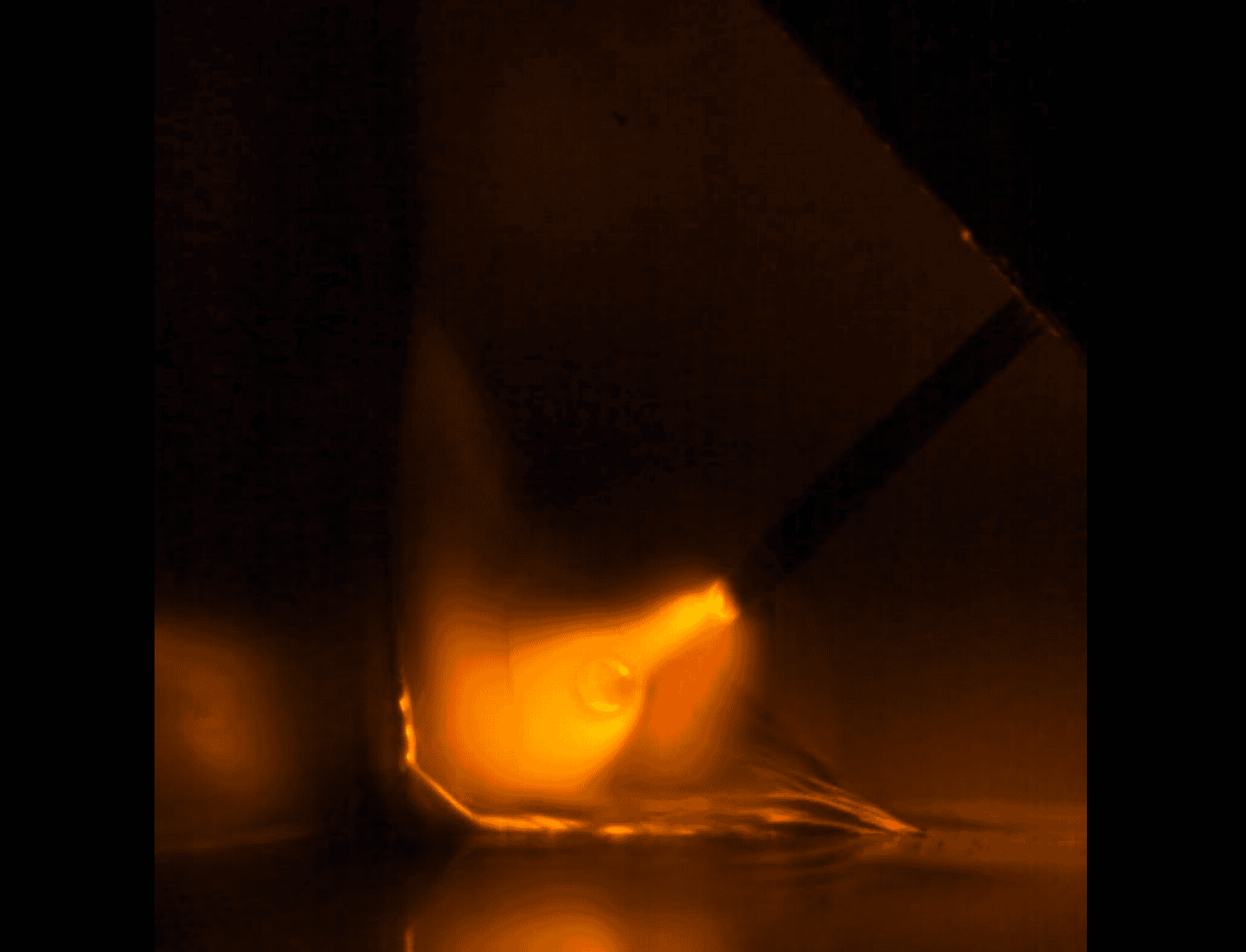
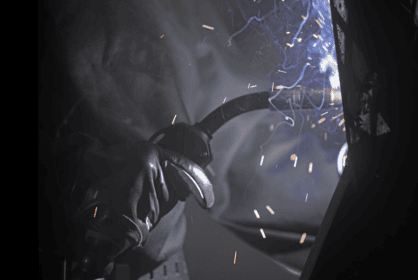
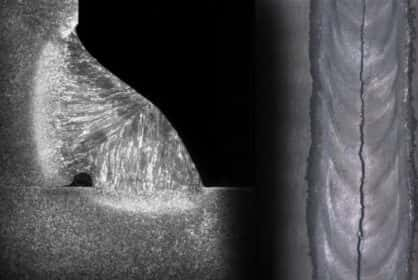
MIG/MAG-hitsauksessa aineensiirtymistapa lisäainelangasta hitsisulaan muuttuu hitsausvirran mukaan. Eri kaarialueita käytetään sen mukaan, mikä on hitsausasento sekä perusaineen materiaali ja paksuus:
Jani Kumpulainen

Jani Kumpulainen
Jani Kumpulainen
Welding Technology Manager at Kemppi Oy. International Welding Engineer (IWE) and Inspector (IWI-C) who has over 15 years of experience as a welding expert in welding process development, welding coordination of pressure vessels and international sales. Interested in understanding the whole welding industry including welding processes, weldable materials, and welding quality standards.
Liittyvät tuotteet

Tuoteperhe
360 asteen modulaarinen moniprosessihitsauslaite, joka on suunniteltu ensisijaisesti tehokkaaseen MIG/MAG-hitsaukseen. X5 FastMig on saatavana vaihtoehtoisilla Manual-, Synergic- ja Pulse-hitsausjärjestelmillä. Kattava lisävarustevalikoima tuo joustavuutta ja tehokkuutta hitsaustuotannon prosesseihin.

Tuoteperhe
X3 FastMig tarjoaa korkealaatuista teollista MIG/MAG-hitsausta ja selkeän ja helppokäyttöisen käyttöliittymän. Synergisessä virtalähteessä on 420 A ja pulssivirtalähteessä 450 A 60 prosentin käyttösuhteella.

Tuoteperhe
Master M 205 ja Master M 323 asettavat uuden tason kannettavan MIG/MAG-hitsauskoneen teholle ja suorituskyvylle. Voit liikuttaa kompaktia, kevyttä ja helposti kannettavaa MIG/MAG-hitsauskonetta tarpeen mukaan minne tahansa.
Lisää blogikirjoituksia

WiseSteel – laatua ja tuottavuutta rakenneterästen MAG-hitsaukseen
Entistä vaativammat perusaineet nostavat odotuksia hitsauslaitteiden suhteen. Kemppi on löytänyt toimivia ratkaisuja lujempien teräslaatujen hitsaukseen optimoidusta valokaaren hallinnasta. WiseSteel on Kempin kehittämä MAG-hitsausprosessi rakenneterästen hitsaukseen. Prosessin käytöllä voidaan pienentää hitsausvirheiden riskiä suurilla hitsausnopeuksilla, ja myös lujempien teräslaatujen vaatima matala lämmöntuonti on mahdollista saavuttaa.
Innovaatio
Paras tapa eliminoida hitsausroiskeet
itä viileämpi, sen parempi – kun kyseessä on hitsauspistoolin suorituskyky. Mutta onko vesijäähdytteisen hitsauspistoolin osille olemassa optimaalinen lämpötila? Entä miten kaasusuutin ja virtasuutin pidetään roiskeettomina? Otetaan selvää vastaamalla muutamaan kysymykseen.
Hitsauksen ABC
Understanding and preventing common welding defects
Hitsaus vaatii tarkkuutta, mutta jopa ammattitaitoiset hitsaajat voivat kohdata virheitä. Yleisten hitsausongelmien ymmärtäminen on ratkaisevan tärkeää laadukkaan lopputuloksen varmistamiseksi. Seuraavassa on joitakin usein esiintyviä hitsausvirheitä ja miten niitä voidaan välttää.
Hitsauksen ABC

Eurosatory 2026 ja puolustusteollisuuden tulevaisuus
Eurosatory 2026 -tapahtuma korosti selvää muutosta nykyaikaisessa puolustusteollisuudessa. Samalla kun puolustusjärjestelmistä tulee yhä digitaalisempia, verkottuneempia ja autonomisempia, niiden perusta pysyy edelleen fyysisenä. Aina panssaroiduista ajoneuvoista ja tykistöstä teolliseen suorituskykyyn asti hitsauksen laatu, teräsrakenteet ja tuotantokuri säilyvät ensisijaisen tärkeinä puolustusvalmiuden kannalta katsottuna.
Digitalisaatio, Innovaatio

Mitä "Built to last" todella tarkoittaa puolustus- ja meriteollisuuden hitsauksessa
Kriittiset puolustus- ja sotilasalukset sekä merirakenteet rakennetaan kestämään vaativaa käyttöä vuosikymmenten ajan. Tässä artikkelissa syvennytään siihen, mitä ”built to last” todella tarkoittaa hitsauksessa – aina vaativien olosuhteiden luotettavuudesta ja toistettavasta hitsauslaadusta koko aluksen pitkän elinkaaren kattavaan jäljitettävyyteen.
Innovaatio, Digitalisaatio

Näin Kemppi tukee puolustustelakoiden hitsausta aina teräksestä alumiiniin
Kemppi X5 FastMig supports reliable MIG/MAG welding, controlled heat input, traceability, and repeatable weld quality across steel, aluminium, and challenging production conditions.
