
Wydajny proces spawania MAX Cool
Proces MAX Cool obniża dopływ ciepła nawet o 32%, poprawiając kontrolę tam, gdzie zbyt wysoka temperatura niekorzystnie wpływa na jeziorko spawalnicze.
- Strona główna
- Spawanie MIG/MAG
- MAX Cool

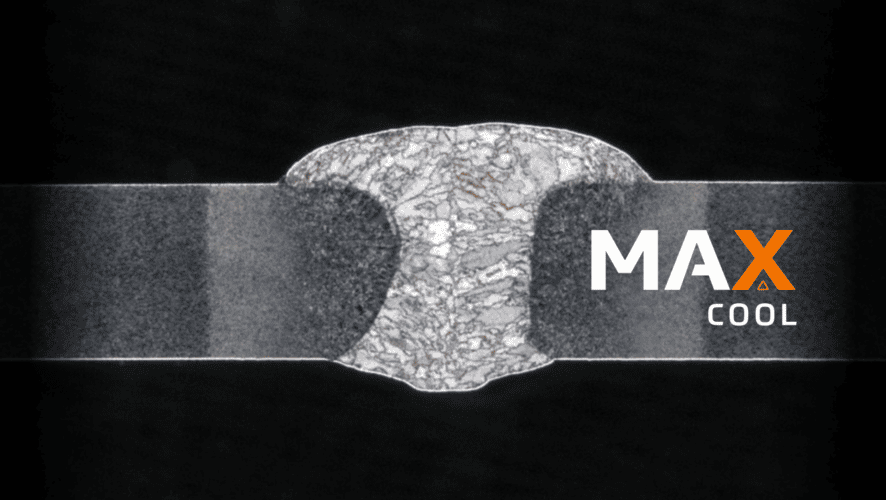
Ograniczona ilość wprowadzonego ciepła
MAX Cool zmniejsza dopływ ciepła do 32% w porównaniu z tradycyjnym spawaniem pulsacyjnym lub łukiem zwarciowym.

Krótszy czas spawania
MAX Cool pozwala skrócić czas spawania dzięki znakomitej kontroli jeziorka spawalniczego. Eliminuje również potrzebę stosowania podkładki w złączach doczołowych.

Jeden proces do różnych zastosowań
MAX Cool zapewnia doskonałe rozwiązanie w kilku zastosowaniach, w tym do produkcji cienkich blach, spoin graniowych, likwidowaniu szczelin i łączeniu cienkich, wytłaczanych sekcji z wykorzystaniem drutów litych Fe, Ss, CuAl8 i CuSi3.
Eliminuje nadmierną temperaturę wejściową, zapewniając kontrolę nad jeziorkiem spawalniczym
Proces spawania
MAX Cool poprawia kontrolę tam, gdzie zbyt wysoka temperatura niekorzystnie wpływa na stabilność jeziorka spawalniczego i zwiększa odkształcenia spoin. Zmniejsza dopływ ciepła do 32% w porównaniu z tradycyjnym spawaniem pulsacyjnym lub łukiem zwarciowym.
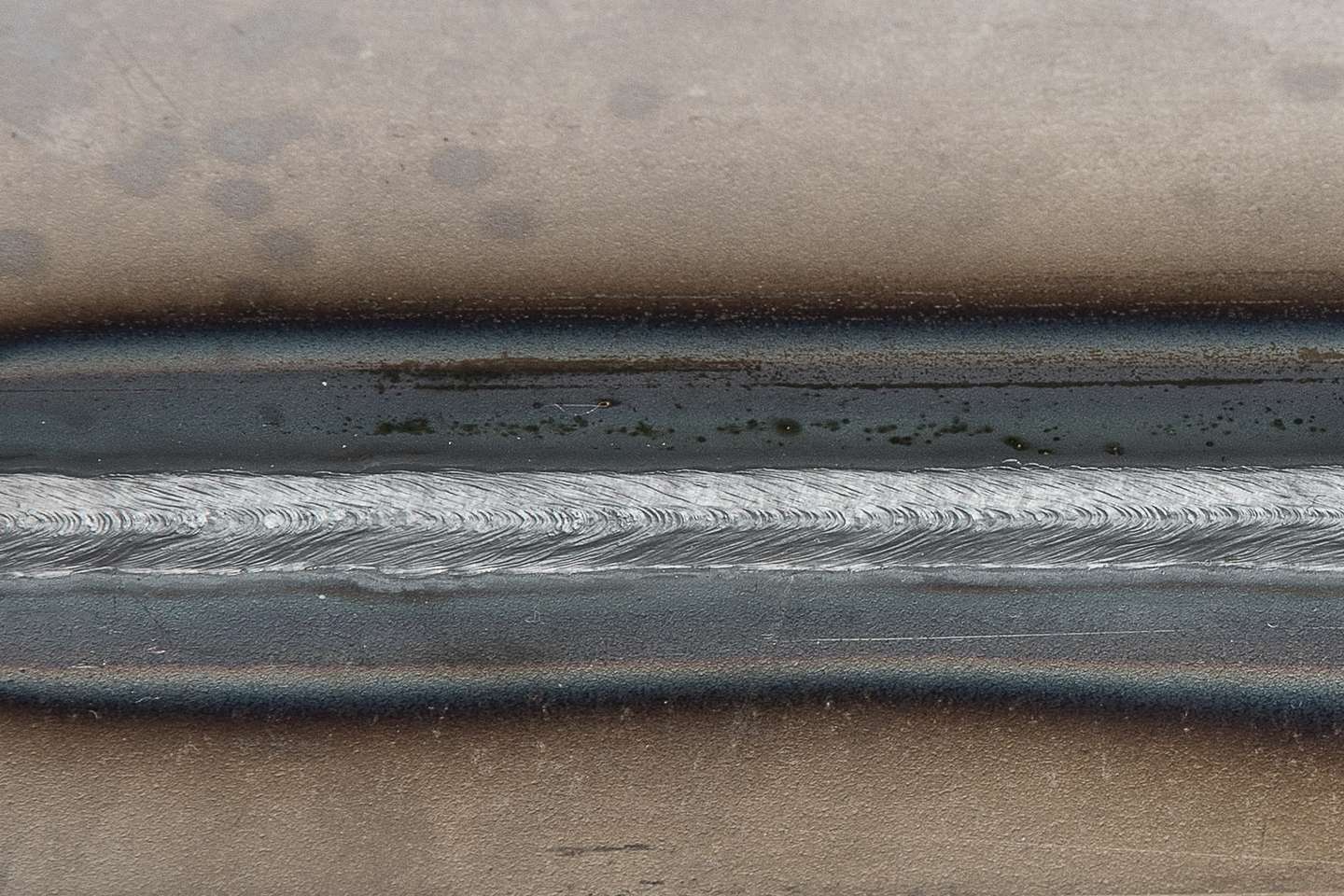
MAX Cool zapewnia doskonałe rozwiązanie w kilku zastosowaniach, w tym do produkcji cienkich blach, spoin graniowych, likwidowaniu szczelin i łączeniu cienkich, wytłaczanych sekcji z wykorzystaniem drutów litych Fe, Ss, CuAl8 i CuSi3. Proces spawania MAX Cool zapewnia większą tolerancję szczelin. Ponadto nie są potrzebne podkładki w złączach doczołowych. Proces spawania zapewnia doskonałą kontrolę jeziorka spawalniczego w spawaniu cienkich blach i ściegów graniowych.
Proces MAX Cool działa w zakresie krótkiego łuku, zapewniając dokładną kontrolę prądu zwarcia. Po zwarciu impuls formujący zapewnia odpowiednie ciepło jeziorka spawalniczego.
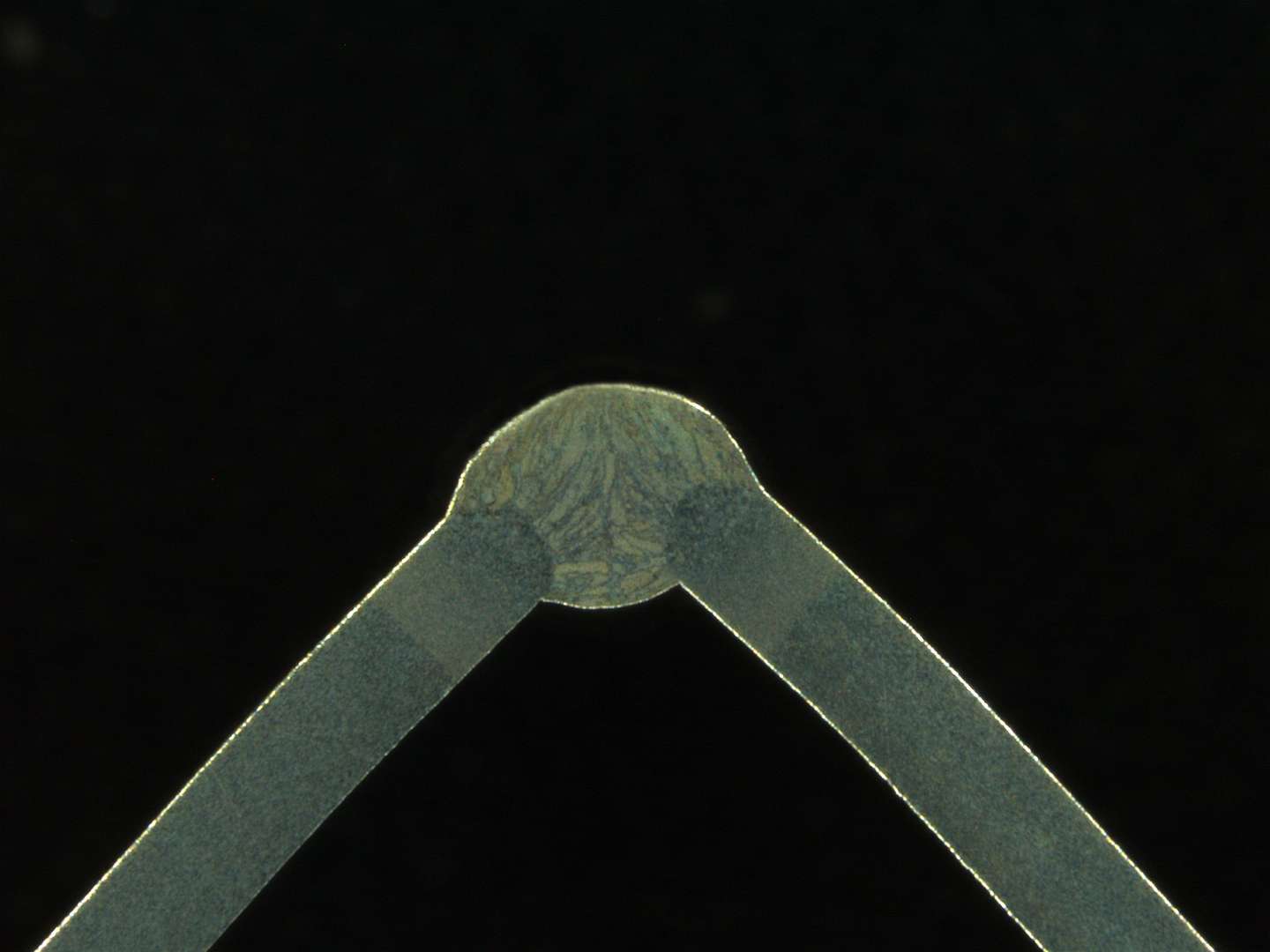
Pokonaj wyzwania podczas spawania cienkich blach
Niska energia liniowa i doskonała kontrola jeziorka spawalniczego pozwalają na duże szczeliny między elementami spawanymi.
Powiązane blogi

Zaawansowane procesy spawalnicze Kemppi: Spawanie MIG/MAG
Jednym z najważniejszych elementów rozwoju sprzętu spawalniczego od dawna jest ulepszanie procesów spawalniczych i tworzenie nowych wariantów procesów. Nowoczesne metody pomiaru i kontroli łuku spawalniczego umożliwiły stworzenie szerokiej gamy wariantów procesu spawania łukowego. Te zaawansowane procesy spawalnicze znacznie poprawiają wydajność produkcji spawalniczej i jakość spoin. W tym artykule przedstawiono specjalne procesy i operacje opracowane przez firmę Kemppi na potrzeby spawania MIG/MAG.
Spawanie MIG/MAG, Spawanie impulsowe
Effortless root pass and thin sheet welding
Kemppi has launched three new MAX welding processes (MAX Cool, MAX Speed and MAX Position) for the Master M and X5 FastMig product families to improve productivity, quality and usability in the challenging welding applications. MAX Cool lowers the heat input and operates in a short arc area so it’s ideal for steel welding and MIG brazing. The welding characteristics of MAX Cool have been fine-tuned to allow high-quality root pass and thin sheet welding.
MAX Cool, MIG/MAG welding, Special process, Welding process
Power and Performance for Robotic Welding
Kemppi's new robotic welding machine is significantly more efficient and versatile than its predecessors. The AX MIG Welder is designed to maximize the potential of any robotic welding system – it offers powerful uninterrupted performance, an easy-to-use interface, and high-quality welds for more productive robotic arc welding operations.
Robotic welding, Automated welding, Welding robot

Więcej niż wspaniałe spoiny – nowa seria Kemppi Master M wyznacza standard kompaktowych urządzeń spawalniczych MIG/MAG
Nowe urządzenia z serii Master M są przede wszystkim użyteczne i wyznaczają nowe standardy bezpieczeństwa i wydajności spawania.
Spawanie ręczne, Master M, Spawanie MIG/MAG

Cooperation helps Kemppi's partners succeed
Robomatik offers welding design, installation and training, while also professionally installing and integrating Kemppi welding equipment. They are a growing company that thrives together with Kemppi.
Robotic welding, Automated welding, Welding robot, Cooperation

Eurosatory 2026 And the Future of Defence Manufacturing
Eurosatory 2026 highlighted a clear shift in modern defence manufacturing. While defence systems are becoming more digital, networked, and autonomous, their foundation remains physical. From armoured vehicles and artillery to industrial resilience, welding quality, steel structures, and production discipline remain paramount to defence readiness.
MIG welding, TIG welding, Defence, Future welding, Eurosatory 2026

Co naprawdę oznacza “built to last” w spawaniu dla obronności i sektora morskiego
Critical defence and military vessels and marine structures are built for decades of demanding service. This article explores what 'built to last' means in welding, from harsh-condition reliability and repeatable weld quality to traceability across long vessel lifecycles.
Defence, Military , Welding, Manual welding, Kemppi X5
